

1、配料捏合 准确称量各种原料,并按一定顺序投入捏合机中。投料顺序为:PVC 树脂、增塑剂、稳定剂、润滑 剂。温度达到 100~ 110℃时 ,即可出料。 2、挤出 此工序要控制好温度,料温高点要控制在高于物料的熔融温度,低于挤管成型温度,即在 155~160℃ 之间。造粒要实现充分混合、初步塑化的目的。 造粒机各区温度如下: 一区 80~90℃;二区 130~140℃;三区 140~150℃;机头 150~160℃。
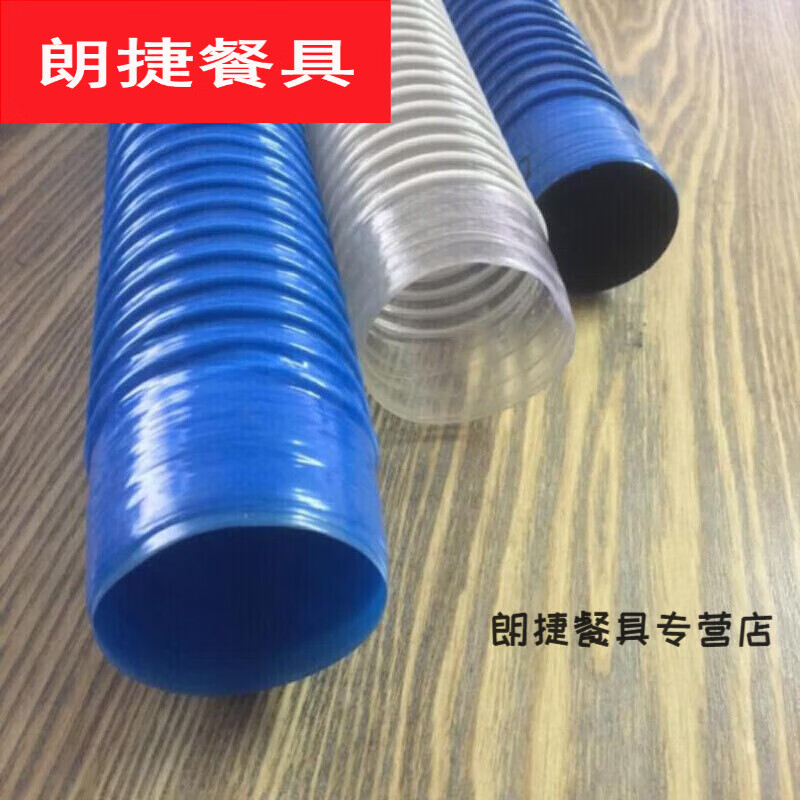
【PVC 软管的六大特 点】 1.内层采用添加了抗 菌处理的 skintech 涂 料,管内有积水亦长 时间不用时都不会产 生菌类或青苔。中间 层编织 24 股纤维(一 般只有 10 多股)可抗 较高水压,外层采用添加了 UV 抗紫外线的聚氯乙烯,在阳光下暴晒亦不会龟裂,高质量加固. 不扭 结, 2、工艺精良,内外层粘结强劲,受压不变形; 3、耐压高,耐腐蚀,管体品质好,为中度使用. 耐压高达 25 杆; 4、色泽悦目,外观亮丽; 5、使用于花园、草坪等植物浇灌喷洒、施肥及日常清洗等; 6、使用温度范围:-10℃60℃。加强型 3 层网状纤维抗老化橡胶管 【PVC 软管生产工艺流程】 配料→捏合→挤出造粒→挤出成型→牵引→卷取→包装→质检→成品
3、挤管成型 挤管成型的温度要稍 高,一般来说,管材的 透明度与成型温度相 关,在一定温度范围内, 温度高透明性就好,反 之亦然。同时,牵引速 度与冷却速度都会影 响管材的透明度。牵引 速度稍大,冷却速度快,管材的透明度较好。牵引速度一般比挤出速度快 10 百分之~15 百分之;透 明软管的冷却,是先在机头口模处用冷水喷淋,然后再进入水箱冷却。 挤管成型各区温度如下: 一区 90 士 5℃;二区 140 士 5℃;三区 160 士 5℃;四区 170 士 5℃。 4、PVC 软管挤出注意事项: 1、直接用粉料挤出成型时,挤出机温度比用粒料要低 5℃左右。 2、除直径较小(φ60mm 以下)的管坯冷却定型不需要吹入压缩空气外,较大直径的管坯冷却时一
定要向管内吹入压缩空气,以保证管直径尺寸的精度和稳定性。注意压缩空气压力要稳定。 3、注意牵引速度的平稳性,避免因为牵引不稳造成管径或管壁厚薄变化。 4、长时间停机,须拆机清理干净,避免造成分解问题。
【山东 PVC 软 管批 发厂家】 潍坊三通塑胶有限公 司 是 集 PVC 增 强 软 管、PVC 纤维增强软 管 及 PVC 透 明 软 管 的设计、开发、生产 于一体的专业厂家, 是塑料管行业的后起 之秀。三通塑胶主要生产 pvc 纤维增强软管、pvc 单层透明管、pvc 牛筋软管、pvc 花园管、pvc 特 制气压管、pvc 淋浴管、耐油低温管、耐高温软管、防静电管、pvc 钢丝纤维复合增强软管、水带、 三胶两线高压管、塑料软管、钩编管、耐油管、钢丝管、蛇皮管、复合管、耐热管、食品管、PVC 弹力软管、PVC 增强软管、PVC 透明软管等管材产品。公司技术力量雄厚,不断开拓创新。本着“质 量 D 一,诚信为本”的原则,视产品质量如生命,所有产品均有完善、稳定的生产工艺,力求米米 合格,件件优良,确保产品质量稳定可靠。所产“同吉”、“昌宝发”牌产品畅销国内外,深受市场和 顾客的欢迎。 潍坊三通塑胶有限公司求实创新,勤奋敬业,质量 D 一,诚信为本。公司全体员工愿与您真诚共发 展,携手共创辉煌。
PVC 软管是近些年一致非常受消费者和管材市场的欢迎,因此各类适合不同场所、环境和要求的 PVC 软管材产品层出不穷,其中包括 pvc 花园管、pvc 增强软管、pvc 蛇皮管等各种管材类型。其实不管 是哪种 PVC 软管生产工艺流程基本都是一致的,配料→捏合→挤出造粒→挤出成型→牵引→卷取→ 包装→质检→成品,每一个工艺步骤都需要严格把握,因此下面请三通塑胶具体给大家介绍一下 PVC 软管生产工艺流程。


